Mining and Manufacturing Chateaugay Products
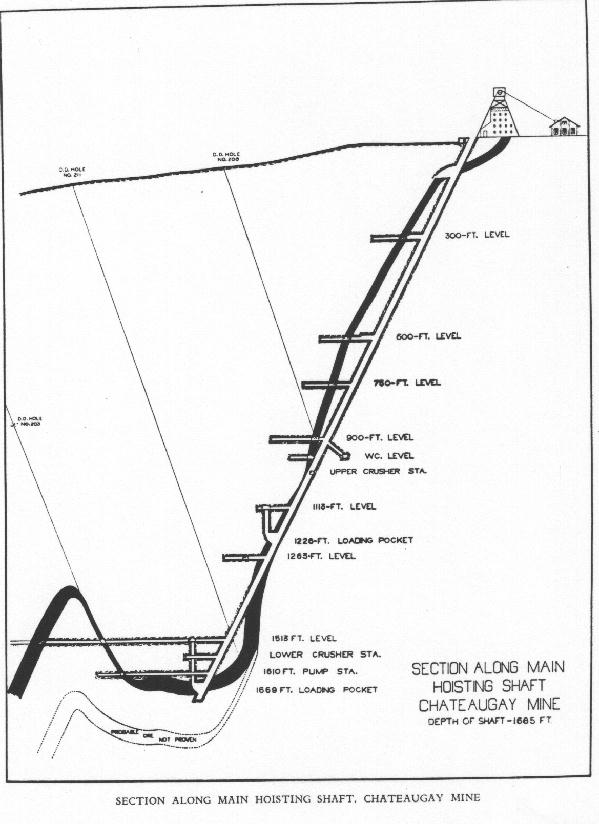
The main entrance to the mine is through an 8 ft. x 24 ft., 63 degree
incline shaft, sunk,
mostly in the footwall, to a depth of 1,685 feet, the vein
being tapped from the
shaft at suitable intervals, varying from 150 to 300 feet.
Levels, or drifts, 8 ft. x 12 ft., are driven east and west of the shaft,
on
the strike of the vein.
The drifts are driven on a rising grade of 3/4 of 1 per
cent in order to facilitate
drainage and favor transportation, the loaded cars
traveling on the down-grade.
As the drifts advance, a permanent 36" gauge
track is laid, with
40 lb. steel rail, on good, sound, wooden ties, spaced 30"
apart, ballasted with
iron ore, or rock, whichever the drift might be driven
through.
Wherever the vein is steep enough, which it is in most places, raises
5 ft. x 8 ft., spaced
on 30 foot centers, are driven up into the ore above the
drift, from which stopes
are started, for mining the ore for production. Chutes,
usually made of 3 inch
hardwood plank and timber, are installed in the bottom
of the raises, through
which the ore, after it has been broken, is loaded into the
tram cars. At
each end of a stope, a manway raise, 6 ft. x 8 ft., is driven
through to the level
above for ventilation, pipe and ladderways, and to afford
entrance to the stopes.
There are three kinds of stoping methods used in winning the ore:
shrinkage, underhand
and scraper.
The shrinkage method consists of drilling up into the ore, blasting it
down, and drawing only
enough ore out of the stope each day to leave space for
the men to work, completing
a daily cycle, which is continued until the stope is
advanced to within
30 feet of the level above, during which time about 40 per
cent of the ore broken
is drawn out daily, and 60 per cent left in. Thus, when
the stope is completed,
it is full of broken ore which can be drawn out at will.
The underhand method consists of drilling down into the ore, and
blasting it from sublevels
which have been driven across the stope at 50 foot
intervals, connecting
both manway raises. As the ore is broken, it falls by
gravity to the loading
chutes below, and can all be drawn out immediately.
The scraper method is used in places where the vein is not steep enough
for the ore to run
by gravity. At convenient locations, a small, double drum,
electrically driven
hoist is installed, equipped with Ys " steel cables, to which is
attached a steel scraper.
After the ore has been drilled and blasted, it is scraped
along the floor to
small ore pockets, from which it is loaded by gravity into the
tram cars.

lyon-a36.jpg = fullsize
Drillers Joseph Kwetcian, Arthur Stewart, and Supervisor Dan Evans
The drilling of the ore is done by high powered, compressed air drilling
machines of various
types and sizes, depending upon the character of work to be
performed. Due
to the extreme hardness and abrasiveness of the ore and rock,
the drill steel used
must be of the highest grade obtainable, and it is, therefore,
made from Chateaugay
iron.
Because of the hardness and density of the ore and rock, it is necessary
to
use high explosives
in all cases for blasting.
Drill sharpening shops are located on each level for sharpening the drill
steel, of which thousands
of pieces are used and dulled daily. The drillers,
including those on
development work, average 31 long tons drilled and blasted
per man per 8-hour
day.
The transportation of the ore from the working places to the main
hoisting shaft is accomplished
by electric, storage battery locomotives, and steel,
Granby type, side dump
cars, each having a capacity of six long tons, and
equipped with roller
bearings. The loading and tramming of each train is done
by two men, averaging
55 long tons per man per day for the entire mine.
After the ore is trammed to the main hoisting shaft, it is dumped into
the ore pass which
is connected to each level, and at the bottom of which is
located a large 48"
x 36" Jaw crusher for crushing the lumps of ore down to
8 inches and smaller.
The material from the crusher is discharged by gravity
into the skip loading
bins, where it is loaded into the 8-ton skips, hoisted
at the rate of 1,800
feet per minute, and dumped automatically into the bins
above the secondary
crushers in the headframe at the top of the shaft.
The mine is splendidly ventilated in a rather unique and inexpensive
way. The openings
from the old workings to the surface at the extreme
westerly end of the
mine are considerably higher than those on the easterly end.
During the long, cold
winter months, tremendous quantities of ice, hundreds of
thousands of tons,
accumulate in these workings, which cools the air sufficiently
to cause large volumes
to go down into the workings, forcing the smoke and
gases out through the
openings to the surface on the easterly end of the mine.
The ice, of course,
melts considerably during the summer months, but never
entirely, enough fortunately
remaining to insure ample ventilation of the mine
at all times.
The entire mine is so arranged that the water from all sections drains
by
gravity to points at,
or near, the main hoisting shaft, from which it is pumped
to the' surface by
electrically driven pumps. The quantity of water amounts to
about 500 gallons per
minute. It is very pure, contains no acids, and is
therefore not destructive
to the pumping equipment.
In many places in the mine, especially on the lower levels, a great deal
of timbering must be
done in order to support the back, or roof, of the main
drifts, on account
of the tendency of the ore and rock to spall and loosen.
The mine, as developed and equipped at the present time, is capable of
producing 2,000 long
tons of ore per 8-hour day, averaging 15 long tons per
man per 8-hour day
for all underground workmen.
MILLING AND CONCENTRATING
The purpose of milling and concentrating is to beneficiate the iron ore
by separating and eliminating
from it, insofar as is economically possible, all
of the rock and other
materials that might be associated with it when it comes
from the mine.
The Chateaugay ore, as mined, contains 28 per cent iron.
By milling and concentrating,
the iron content is brought up to 69 per cent.
Pure magnetite contains
72.4 per cent iron and 27.6 per cent oxygen.
When the ore comes from the mine, it is 8" and smaller in size.
The
fines, 2 1/2" and smaller,
are screened out by a rotary grizzly, and the larger pieces
crushed to 2 1/2" and
smaller, by two 10" x 72" jaw crushers in the headhouse,
at the top of the main
hoisting shaft. The ore is then conveyed, at the rate of
250 tons per hour,
by a 30" belt conveyor, to two 750 ton storage bins; from
the bottom of which
it is conveyed, at the rate of 250 tons per hour, by a 30"
belt conveyor to the
primary roll house, the first unit of the concentrating
plant.
The ore is now passed over vibrating screens with one inch square
openings. The
portion which passes over the screens goes to two 36" pulley
type, electro-magnetic
separators which are set and regulated to discard all
material containing
less than 6 per cent iron. This material is known as "coarse
tailings," and is sent
to the tailings pile. The iron bearing material retained
by the separators is
discharged, by gravity, to a set of 20" x 72", plain faced,
chrome steel rolls,
and is ground to 1 1/2" and smaller.
The material that passes through the screens, and which contains about
4 per cent moisture,
by weight, discharges by gravity into a 150 ton bin, from
which it is elevated
about 100 feet, vertically, by a belt and bucket type elevator,
and discharged into
the dryer. The dryer is a steel stack, about 125 feet high,
lined with fire brick,
and equipped with cast iron baffles, the purpose of which is
to retard the ore,
as it falls down through the stack. Hot gases, by which the
ore is dried, are produced
by a Coxe stoker, burning birdseye anthracite and
located near the bottom
of the dryer stack.
The material as it comes from the dryer, thoroughly dry, is conveyed by
a 24" steel conveyor
and discharged, along with the material from the rolls, onto
a 30" belt conveyor,
and sent direct to the secondary roll house, the second
unit of the concentrating
plant.
The material is now passed over double deck vibrating screens, having
10 mesh openings on
the bottom deck. The portion that passes over the screens
goes to four 36", pulley
type, electro-magnetic separators, which are set and
regulated to discard
all material containing less than 6 per cent iron. This
material is known as
medium size ore tailings, and is sent to the tailings pile.
The material retained
by the separators is discharged by gravity to three sets of
24" x 54", plain faced,
chrome steel rolls. The material, after leaving the
rolls, is returned,
in closed circuit, to the screens at the top of the building.
The material that passes through the screens is sent to a 30 foot, centri-
fugal air separator
for taking out all of the minus 100 mesh material, which is
sent direct to the
wet magnetic separators, in the concentrator house, the third
and last unit of the
concentrating plant. The coarse material from the air
separator, which is
minus 10 mesh, and plus 100 mesh, is conveyed, by a 30"
belt conveyor, direct
to the bins over the dry, magnetic separators, in the con-
centrator house.
The minus 10 mesh, dry material now passes over 16-30", drum type,
electro-magnetic separators,
making a concentrate containing 69 per cent iron
and better, and a tailing
containing not more than 3 per cent iron. The mid-
dlings from these separators
fall by gravity to 16 similar type separators
directly below, which
also make a concentrate containing 69 per cent iron and
better, and a tailing
containing not more than 3 per cent iron. The middlings
from these separators
are returned to the bins at the top of the building in closed
circuit. The
concentrates are sent to two 500-ton storage bins, at the top of
the sintering plant
and the tailings are sent to the tailings pile.
Because the minus 100 mesh material cannot be efficiently separated on
dry drum type magnetic
separators, it is sent to 8 belt type wet magnetic separa-
tors where, as it passes
over the magnetic field, the tailings or gangue is thor-
oughly washed out by
a spray of water. These separators make a 70 per cent
iron concentrate, and
a tailing containing not more than 2 per cent iron. The
concentrates are sent
to the storage bins above the sintering plant.
The ore tailings, or rock that has been separated from the ore, has
become a very valuable
by-product during the last ten years. Each commercial
size is stored separately
in piles above a concrete tunnel, through which a 36"
belt conveyor takes
it to railroad cars for shipment to market.
The concentrating plant has a capacity for treating, efficiently, 2,000
long tons of ore in
8 hours as it 'comes from the mine, from which 800 long tons
of concentrates, containing
69 per cent iron, are produced.
SINTERING
The purpose of sintering is to improve the physical character of the
concentrated ore by
fusing the ore particles into a cellular mass, which makes it
much more desirable
for use in the blast furnaces, where most of it goes.
Sintering is accomplished, at this plant, by means of a Dwight & Lloyd,
continuous machine,
6 ft wide and 69 ft. long, comprised of a series of perfor-
ated grates, known
as pallets, which are mounted on wheels for traveling on a
continuous track.
The concentrated ore is first mixed with about 5 1/2 per cent by weight
of anthracite.
The fuel is about the size of granulated sugar, very high
in carbon, and low
in ash, and is known as Anthrafine. It is produced by the
Hudson Coal Company,
and is most desirable as a fuel for sintering purposes.
As the fuel and the concentrated ore are being mixed, by means of a pug
mill, a small amount
of water is added as a temporary binder. This mixture of
ore and fuel is spread
evenly on the pallets of the sintering machine, to a thick-
ness of about 6 inches,
and the fuel is immediately ignited as it passes under an
oil heated ignition
furnace, comprised of high temperature, refractory brick,
and a retort, or combustion
chamber, suspended by a steel and cast iron frame.
Combustion is assisted by a downward current of air, drawn through
the mixture, or bed,
the entire length of the machine, by a large induced draft
fan.
The speed at which the machine travels is regulated so that, by the time
the material reaches
the discharge end, the fuel is entirely burned out and the
process completed.
The sinter is then discharged over a set of stationary grizzly
bars, spaced one inch
apart, which take out the fines, allowing only the coarse
material to go to the
railroad car for shipment. The fines are returned, by
means of an inclined
belt conveyor, and are mixed with the incoming feed to
the sintering machine.
The plant has an output capacity of 50 long tons of sintered ore per
hour, and can be opearted,
continuously and efficiently, 16 hours daily, (two
8-hour shifts) or 24
hours daily, (three 8-hour shifts,) by suspending opera-
tions one day each
week for maintenance and repairs.
Go to Mine History Page 5 ........
![]()

